So after months of work on this engine I feel I need to update my site some. But first some back ground.
A nice fellow from Northern California contacted me about adding EFI onto his 1965 140 Corsa engine. We discussed some design parameters. He told me the engine had a recent rebuild and had about 10 hours run time. He also said it didn't run too well. Here are some of the engine specs:
4 Rochesters .060" OS pistons Stock stroke OT-30 cam 1 1/2" angle port exhaust w/ headers Intake ports massaged when angle ports were installed
He shipped the engine as a complete long block in a very nice plywood box. I did a tear down to the case and found several things. First, the cam gear had damaged teeth on the front corner every 5th tooth. I then noticed the damaged crank gear. Someone had installed a flywheel and had forgotten to use the retaining ring. This allowed the flywheel bolts to come in contact with and bend the crank gear teeth. These damaged teeth in turn damaged the cam gear teeth. Next were the pits in the OT-30 intake lobes on cylinders 3, 4, 5 & 6. There were easily visible with the piston and cylinders out of the way. The rod bearings were STD but had quite a bit of scoring and debris impregnation for a 10 hour engine. The bluing on the crank gear is from the torch I used to heat the gear for removal.
Damaged cam gear teeth
Flywheel bolts damaged crank gear teeth
Heavy pitting on intake lobes
Scored rod bearings
Here is some interesting data. I decided to flow test the heads to see how they turned out with the IR intakes. The valve sizes are stock, chambers are stock except for the welded quench. I did massage the runners some to blend them to the added material. These heads flow more than my 110 heads modified with the Hayabusa throttlebodies. And the CFM's come up faster too. The exhaust data is later.
02.19.2015
So here is the exhaust test. Nothing special here. Looks like most of the other 140 heads. 116 CFM at .600" lift. The port was fairly quiet. I could not go higher on the lift as the retainer was hitting on the top of the guide. Not a problem since this is a street engine.
02.27.2015
CFM Valve lift in inches 39.4 33.0 32.7 0s < MARK 0.05 32.3 63.1 62.6 0s < MARK 0.10 25.2 95.2 94.5 0s < MARK 0.15 20.2 124.6 123.7 0s < MARK 0.20 16.6 152.1 151.0 0s < MARK 0.25 14.1 174.6 173.3 1s < MARK 0.30 12.5 193.3 191.8 3s < MARK 0.35 11.3 207.8 206.3 2s < MARK 0.40 10.9 212.7 211.2 0s < MARK 0.45 10.4 220.5 218.9 2s < MARK 0.50 9.87 228.4 226.8 3s < MARK 0.55 9.51 234.1 232.4 2s < MARK 0.60 9.36 236.6 234.9 5s < MARK 0.65 .004 .004 0.0 .002s
CFM is 3rd column, starts with 32.7. Valve lift starts at .050"
CFM Valve lift in inches 27.5 18.8 18.7 0s < MARK 0.05 24.0 38.6 38.3 0s < MARK 0.10 21.0 56.7 56.2 0s < MARK 0.15 18.9 71.3 70.7 1s < MARK 0.20 17.0 84.5 83.8 0s < MARK 0.25 15.7 95.2 94.5 2s < MARK 0.30 14.8 102.4 101.7 3s < MARK 0.35 14.2 108.2 107.4 1s < MARK 0.40 13.7 111.1 110.3 3s < MARK 0.45 13.4 114.4 113.6 0s < MARK 0.50 13.2 116.0 115.2 0s < MARK 0.55 13.0 117.8 116.9 0s < MARK 0.60
.004 .011 0.0 .001s
Here are a couple of views of the head.
The top photo looks cool but is not a good comparison. The top head should be a 140 but I only had a 110 head available with the log removed. You get the idea though. The 140 runners are not much bigger in this area than on the 110.
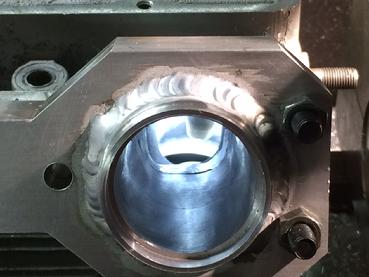
The IR runners in the head have a nice transition from the round tube in the plenum piece to the rectangular section in the head. The flanges for the plenum runners are ready for the runners to be attached. The seams can be clearly seen in the port where the heavy wall tubing attaches to the head. Epoxy will be added to fill in these seams. My micro torch was still too big to get into this area for welding. I did try though.
Stock 110 head above, IR intake 140 below
View into intake runner
Here I have fit the custom bent plenum runners to the mounting flanges on the heads. Being T6 these were very hard to bend without the tube breaking. T6 is very hard and being thin walled didn't help. It took 10 pieces to come up with 6. These tubes are not tapered, just the heads have taper.
After the runners were fit I cut them to length and fit the plenum "log". All joints get welded then the openings to each runner are blended and radiused. The runner length was calculated for this engine and it's use. The plenum volumes were calculated as well.
Custom bent intake runners being fit to the flange
Fitting the plenum onto the runners
One of the plenums clamped to the mill. I'm machining the plenum for the injector bungs. I made the bungs on my lathe. The injectors will spray right at the back of the intake valves. Careful welding is next.
Machining plenum for injector bungs
Here are the finished intakes. The throttle body is from a 1999 Porsche Boxster. Basically the same displacement as the Corvair. The idle speed motor will be added after running in the engine. For now I have a block with an adjustable bleed screw. Seen on the right side of the throttle body.
The connecting tubes from the TB to the plenums taper smaller to the plenum logs. This helps build velocity.
Right side view with intake assembly finished
Rear view of finished intake
Look closely at the inner lip on this flywheel seal. The material is actually melted. I like Viton seals but only in a non moving application such as pushrod tube seals. Not for crank seals.
Viton flywheel seal with melted inner lip
Here is a short video of the trial assembly used to check for valve to piston clearances. I decided to rotate the engine through 2 cycles while my Son shot the video. You can see how much lift this cam has and also see the overlap. The cam timing is proprietary and is my own design suited for this build. The specs are not available for public consumption.